これから品質工学について、思想から数理まで、丁寧に解説します。
品質工学(タグチメソッド)の目指す所
無駄や不合理を解消し、すべての人が最大の自由度を享受出来る社会の実現。
これを工学的な観点から促進する。SDGSの実現にも通じる。
技術開発や物造りの場でこれを達成するための手段としての定義が、
以下の①~④の様に表現される。
開発設計現場での品質工学の位置づけ
①出荷後市場で被る外乱(製品の使われ方や環境変動)に対して
品質がブレない様にすべく、
②ブレに係る因子(誤差因子)の水準幅を大きくかつ公平に設定して
その影響を容易に検出し、
③技術案・設計案間の優劣比較を、製品によって提供する機能の
誤差因子水準間変動の比較に基づいて行う、
④技術や設計に対する汎用的評価技術。
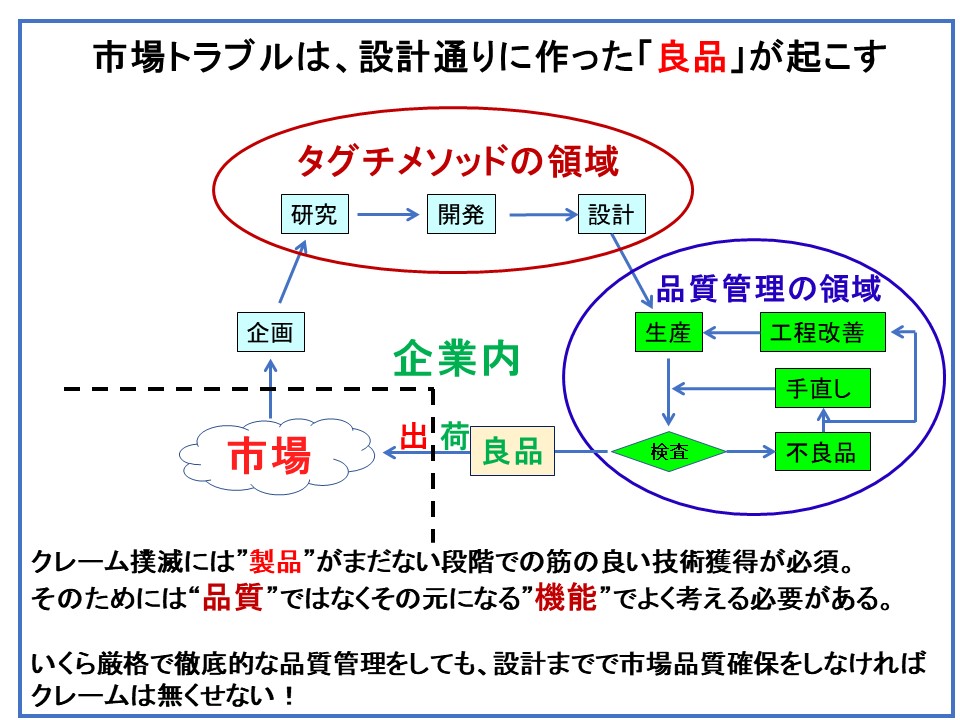
品質確保に対する品質工学活用者の認識
”クレームの未然防止等、市場品質の製造前確保”が目的。
品質の保証が目的なのは、製造工程に於ける品質管理と同じではあるが・・・
タグチメソッドのバリエーション
・パラメータ設計:製品がまだ無い開発/設計段階で行う技術評価/選択の手法
・機能性評価 :完成した製品又は技術間の市場優劣を定量比較する手法
・許容差設計 :納入部品や設計の公差を合理的に決定する手法
・MTシステム :多項目からなる特徴量パターンを元に正常/異状判定を行う
パターン認識による評価/判定手法
品質ではなく機能を評価するのはなぜ?
そもそも品質は多様な尺度。多数の項目で構成される。
一言で定義するのは困難。
製品の働き(機能)の期待外れ(=市場での再現性が悪い)こそが、
色々な切り口で”品質が悪い”と言われてしまう原因である。
従って、個別の品質項目にそれぞれ手を打つ”対症療法”的な対策を
行うと、すべての品質問題を解決するまでに手数(てかず)を要するし、
絡み合いでモグラたたきの泥沼に嵌る危険性も高い。
むしろ、大元の機能を堅牢にする”漢方医学”的安定化策を考え、
”一石全鳥”的に、潜在不具合までも抑え込んでしまう方が良い。
これが、品質工学を活用する技術者の考え方。
※”発想”のページも御参照を!
今後、おおよそ次の様な項目について、事例と図解を交えて解説の予定です。
列記した項目の順序通りでは無く不定期ですが、内容を順次増やして行きます。
多少の重複もありますが、ご勘弁を。
1.多元的で多様な品質をどうやって一元的に評価するのか
- 品質は多様な指標。ではこれを統一的に測るための尺度は?
- 評価のための機能定義
- 二乗損失の考え方・・・平均とばらつき/ブレの分離/分解
- 定量化するために必要な測定値や品質指標の属性
- ”肝”は計測/評価特性の平均とそこからの偏差が技術的に意味を持つ事!
- ばらつきやブレを公平に見ようとする平均による割り算
2.中心的手法
- 品質工学の手法1.パラメータ設計
- 品質工学の手法2.機能性評価
- 市場実力を確実に比較し易くする”誤差因子”
- 効率よく多数の因子について検討が出来る”直交実験”
- 評価項目数の最小化と汎用的評価を可能とする”機能”への着目
4.直交表を使った実験の意味合い
- 技術情報のエキスである要因効果を簡単に求めるための使い方(パラメータ設計)
- 要因効果図は平均値のマップ
- 特筆すべき”確認実験”の意味:パラメータ設計の論理学的構造
- 誤差因子パターンジェネレーターとしての使い方(機能性評価)
5.事例
- 出力目標値(設定値)を設計者が決めるシステムの場合(望目特性での評価)
- ユーザーが与える入力信号によって出力がユーザーの意図に沿って自由に 変えられるシステムの場合(ゼロ点比例式での評価)
- 入出力特性が非線型であるシステムの場合(標準SN比を使った評価)
- 出力が多次元である場合(ベクトル出力を標準SN比で評価)
6.参考文献
- 田口先生の著書
- 宮川先生の著書
- JIS Z 9061:2016 (ISO 16336:2014)
- 日本規格協会のテキスト
- 数理の基礎となるテキスト
- 統計の基礎(平均、標準偏差、大数の法則、中心極限定理)
7.ヒント
- データの二乗和の分解
- 一回の評価(実験)で大量生産後の品質を推定する事のリスク
- 手段の重層的適用による改善を評価しやすくするSN比の考え方